Quy trình xử lý thiết kế sản xuất khuôn đúc
the1. Quá trình sản xuất khuôn mẫu như sau:
-Đánh giá bản vẽ-Chuẩn bị vật liệu-Xử lý-Xử lý cơ sở khuôn-Xử lý Lõi khuôn-Xử lý điện cực-Xử lý bộ phận khuôn-Kiểm tra-lắp ráp-Khuôn bay-Kiểm tra khuôn-sản xuất.
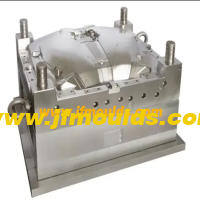
(1) gia công đế khuôn :( 2) gia công Lõi khuôn (3) gia công bộ phận khuôn và đánh số tấm A/B gia công tấm đáy gia công tấm cố định thimble gia công tấm đáy Máy nghiền thô flash máy gia công phụ kiện gia công CNC gia công thô xử lý nhiệt mài mịn CNC hoàn thiện khuôn EDM thanh trượt gia công khối nén gia công miếng chèn gia công hình nón Gia công
(1) việc đánh số phải được thống nhất, và lõi khuôn cũng phải được đánh số, sẽ phù hợp với số trên đế khuôn và theo cùng một hướng. Không dễ mắc lỗi khi căn chỉnh trong quá trình lắp ráp.
(2) xử lý tấm A/B (I. E. gia công khung khuôn cố định động) gia công tấm A/B phải đảm bảo tính song song và thẳng của khung khuôn là 0.02mm gia công Máy phay: Lỗ vít, lỗ vận chuyển nước, lỗ kim trên cùng, lỗ vòi phun của máy, dụng cụ chỉnh vát cạnh xử lý: Khai Thác, cắt gờ
(3) Bảng điều khiển gia công: lỗ vòi máy khoan gia công máy phay hoặc lỗ vòi phun vật liệu gia công.
(4) gia công tấm cố định thimble: gia công Máy phay: Tấm thimble và tấm B được kết nối với kim quay trở lại, tấm B hướng lên trên, và lỗ kim trên cùng được khoan từ trên xuống dưới. Đầu chìm thimble cần phải lật ngược tấm thimble và sửa lại. Gia công thô với một mũi khoan trước, sau đó hoàn thành gia công tại chỗ và vát cạnh bằng dao phay.
(5) gia công tấm đáy: gia công Máy phay: Vẽ nguệch ngoạc, chỉnh sửa, khoan, vát cạnh. (Lưu ý: Đối với một số khuôn cần kéo mạnh và đẩy mạnh, cần thêm cơ chế kéo mạnh và đẩy mạnh, chẳng hạn như khoan lỗ vít trên tấm thimble)
the3. Chi tiết xử lý lõi gia công thô sáu mặt:
theĐược chế biến trên một máy phay để đảm bảo tính thẳng đứng và song song, để lại một phụ cấp mài 1.2mm cho nghiền thô: xử lý máy nghiền nước lớn, mài bề mặt lớn trước, kẹp chặt bề mặt mài nhỏ với một loạt các công ty, đảm bảo tính thẳng đứng và song song ở 0.05mm, để lại biên độ song phương 0.6-0.8mm.
Gia công máy phay: lần đầu tiên hiệu chỉnh đầu máy phay để đảm bảo nó nằm trong phạm vi 0.02mm, hiệu chỉnh và nén phôi, đầu tiên xử lý lỗ vít, lỗ kim trên cùng, lỗ ren, chèn đầu kim chìm, vòi máy hoặc lỗ vòi phun vật liệu, Máy vát lỗ hình nón và sau đó là lỗ vận chuyển nước, Máy phay góc R xử lý: Khai Thác, gõ mã gia công thô CNC, mài HRC48-52 xử lý nhiệt bên ngoài; xử lý máy nghiền nước lớn trừ 0.04mm so với khung khuôn, đảm bảo tính song song và thẳng đứng trong vòng 0.02mm CNC hoàn thiện khuôn EDM tiết kiệm, đảm bảo độ mịn, Cổng xử lý Kích thước khoang điều khiển, ống xả, cửa hợp kim kẽm mở 0.3-0.5mm, cửa xả 0.06-0.1mm, cửa hợp kim nhôm mở 0.5-1.2mm cửa xả 0.1-0.2, ống xả nhựa mở 0.01-0.02, càng rộng càng tốt, mỏng hơn một chút
Đầu tiên, Máy phay gia công sáu mặt và nghiền sáu mặt theo yêu cầu về kích thước. Máy phay làm nhám bàn treo và mài mặt phẳng nghiêng với máy phay để đảm bảo độ nghiêng phù hợp với khối ép. Phụ Cấp còn lại cho khuôn bay để khoan nước và lỗ dẫn hướng nghiêng. Lỗ dẫn hướng nghiêng lớn hơn 1mm so với trụ dẫn hướng và vát cạnh. Độ nghiêng của lỗ dẫn hướng nghiêng nên nhỏ hơn 2 độ so với khối trượt nghiêng. Lỗ dẫn hướng nghiêng cũng có thể được tái chế cùng với đế khuôn sau khi khuôn được đóng và gắn, tùy thuộc vào các tình huống khác nhau.
Thông tin liên quan
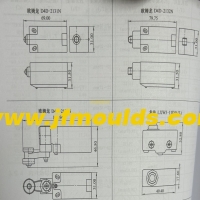
Công tắc giới hạn của khuôn
2025-10-08
Công tắc giới hạn của khuôn trong một số trường hợp, hành động của cơ chế khác nhau ...

Giải pháp cho các vấn đề như minh bạch kém, kích thước không ổn định, điểm và đường màu đen trong các sản phẩm đúc phun
2025-07-31
Các giải pháp cho các vấn đề như minh bạch kém, kích thước không ổn định, điểm và ...

Một bộ sưu tập các quy trình sản xuất khuôn mẫu, tiêu chuẩn, quy trình và vỏ.
2025-06-19
Biểu đồ Lưu lượng quá trình như sau: tất cả các loại công cụ và sản phẩm được sử dụng trong...

Xử lý bề mặt của nấm mốc
2025-07-26
Xử lý bề mặt của nấm mốc1. Các quy trình xử lý bề mặt phổ biến mục đích o ...
Chìa khóa cho việc đúc sản phẩm nhựa
2025-07-21
Chìa khóa cho sản phẩm nhựa đúc trên thế giới dẻo của Produ ngày nay ...