Một bộ sưu tập các quy trình sản xuất khuôn mẫu, tiêu chuẩn, quy trình và vỏ.
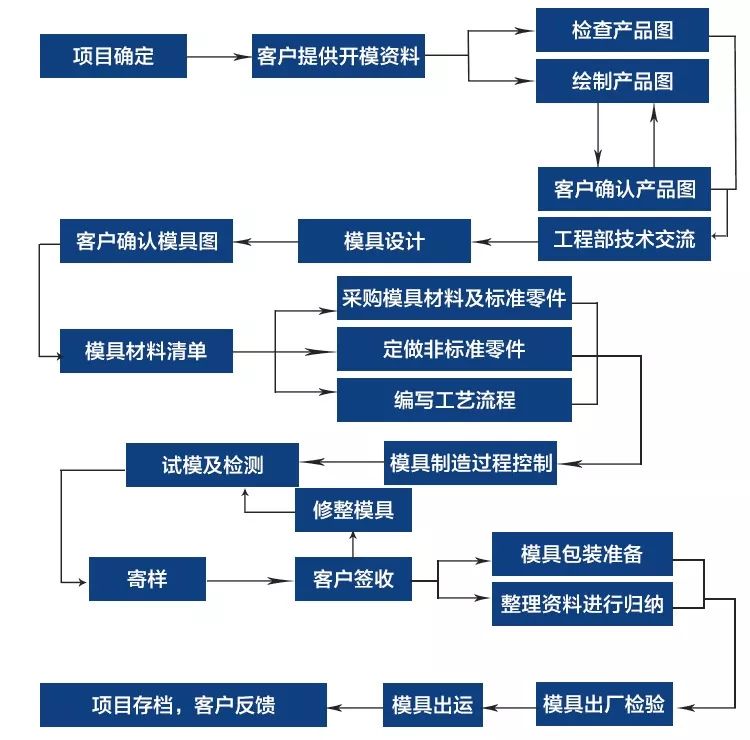
Sơ đồ luồng quá trình như sau:
Tất cả các loại công cụ và sản phẩm được sử dụng trong sản xuất và cuộc sống hàng ngày của chúng tôi, từ đế của máy công cụ và vỏ thân máy đến vỏ ốc vít đầu phôi, nút và các thiết bị gia dụng khác nhau, có liên quan chặt chẽ với khuôn. Hình dạng của khuôn xác định hình dạng của các sản phẩm này, và chất lượng và độ chính xác của khuôn cũng xác định chất lượng của các sản phẩm này. Do các vật liệu khác nhau, bề ngoài, thông số kỹ thuật và công dụng của các sản phẩm khác nhau, các khuôn được chia thành các khuôn không nhựa như khuôn đúc, khuôn rèn, khuôn đúc, khuôn dập, và khuôn nhựa.
Trong những năm gần đây, với sự phát triển nhanh chóng của ngành công nghiệp nhựa và sự cải thiện liên tục về độ bền và độ chính xác của nhựa nói chung và kỹ thuật, Phạm vi ứng dụng của các sản phẩm nhựa cũng đang mở rộng, chẳng hạn như: thiết bị gia dụng, thiết bị Đo Đạc, thiết bị xây dựng, công nghiệp ô tô, phần cứng hàng ngày và nhiều lĩnh vực khác, Tỷ lệ các sản phẩm nhựa đang tăng lên nhanh chóng. Một bộ phận bằng nhựa được thiết kế tốt thường có thể thay thế nhiều bộ phận kim loại truyền thống. Xu hướng dẻo hóa các sản phẩm công nghiệp và các sản phẩm hàng ngày đang gia tăng.
1, định nghĩa chung của khuôn mẫu: trong sản xuất công nghiệp, với nhiều loại máy ép và công cụ đặc biệt gắn trên Báo Chí, thông qua áp lực của vật liệu kim loại hoặc phi kim loại để tạo ra hình dạng mong muốn của các bộ phận hoặc sản phẩm, công cụ đặc biệt này được gọi chung là khuôn.
2, mô tả quá trình ép phun: khuôn là công cụ để sản xuất các sản phẩm nhựa. Nó bao gồm một số bộ phận, sự kết hợp này có một khoang đúc. Trong quá trình ép phun, khuôn được kẹp trên máy ép phun, nhựa nóng chảy được tiêm vào khoang đúc, và làm mát và định hình trong khoang. Sau đó, các khuôn trên và dưới được tách ra, và các sản phẩm được đẩy ra khỏi khoang khuôn và để lại khuôn thông qua hệ thống phóng. Cuối cùng, khuôn được đóng lại cho khuôn phun tiếp theo. Toàn bộ quá trình ép phun được thực hiện theo vòng tròn.
3, phân loại chung của khuôn: có thể được chia thành khuôn nhựa và khuôn không nhựa:
1) Khuôn không nhựa bao gồm: khuôn đúc, khuôn rèn, khuôn dập, khuôn đúc, v. v.
A. Khuôn đúc-Vòi nước, bệ sắt lợn B. Khuôn rèn-Thân xe C. Khuôn dập-Bảng điều khiển máy tính D. Khuôn đúc khuôn-siêu hợp kim, khối xi lanh
2) khuôn nhựa theo quy trình sản xuất và sản xuất các sản phẩm khác nhau được chia:
A. Khuôn ép phun-Vỏ TV, nút bàn phím (được sử dụng phổ biến nhất) B. khuôn thổi khí-Chai nước giải khát C. Khuôn ép nén-Công tắc Bakelite, bát sứ khoa học D. Khuôn đúc chuyển mạch-Sản phẩm mạch tích hợp E. Khuôn ép đùn-Ống Keo, túi nhựa F. Khuôn ép nhiệt-vỏ bao bì đúc trong suốt G. Khuôn đúc xoay-Đồ chơi búp bê keo mềm
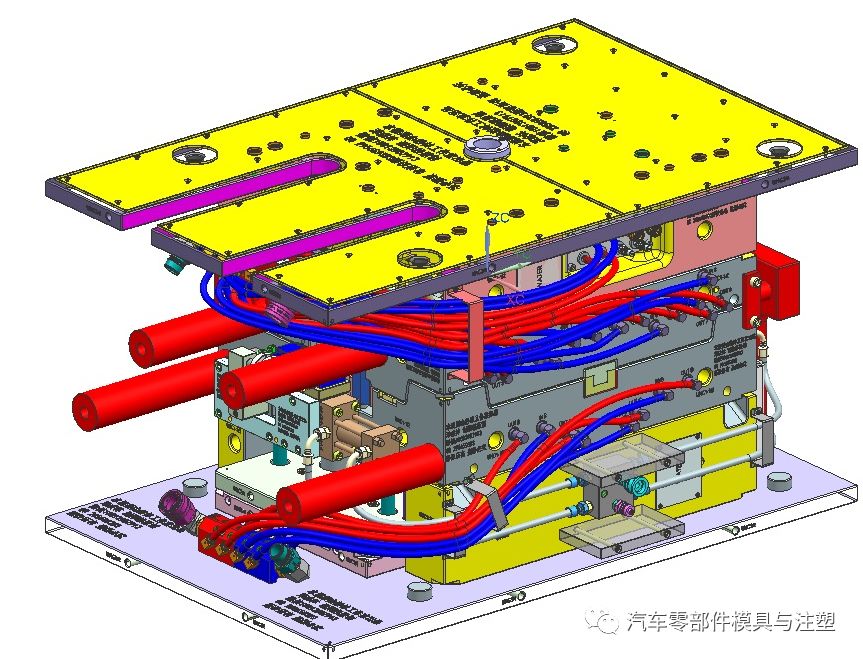
Khuôn phun bao gồm một số tấm thép với các bộ phận khác nhau, về cơ bản được chia:
Một thiết bị đúc (Khuôn nữ, khuôn nam), thiết bị định vị B (trụ dẫn hướng, ống dẫn hướng), thiết bị cố định C (Tấm chữ I, hố mã), D Hệ thống làm mát (lỗ vận chuyển nước), Hệ thống nhiệt độ không đổi E (Ống sưởi, dây sưởi), hệ thống kênh dòng chảy F (lỗ vòi phun, Rãnh kênh dòng chảy, lỗ kênh dòng chảy), hệ thống đẩy g (thimble, thanh trên cùng)
Để đảm bảo tính hợp lý và nhất quán của công nghệ sản xuất và chế biến khuôn, tối ưu hóa công nghệ chế biến và cải thiện tiến độ sản xuất khuôn mẫu, mỗi Nhà Máy khuôn nói chung sẽ xây dựng các tiêu chuẩn quy trình phù hợp với nhà máy. Bài báo này cung cấp một tiêu chuẩn tham chiếu.

1. thợ thủ công biên soạn thẻ thủ công
Khi biên soạn thẻ quy trình, người thợ phải ghi rõ chi tiết đặt phòng xử lý, hướng đặt phòng, yêu cầu độ nhám và các vấn đề cần chú ý trong thẻ quy trình.
Nguyên tắc chuẩn bị thẻ Quy trình xử lý: để đảm bảo tính chính xác và chất lượng của tiền đề, ưu tiên là sử dụng thiết bị Hiệu quả xử lý cao. Hiệu quả xử lý của máy phay, CNC và máy mài nhanh hơn so với cắt dây và xung điện, đặc biệt là hiệu quả xử lý xung điện là chậm nhất. Kích thước trên bản vẽ không thể thay đổi theo ý muốn (Chỉ có kỹ thuật viên mới có thể thay đổi chúng).
2. Nguyên tắc dự trữ gia công
Đối với các phôi cần xử lý nhiệt, Phụ Cấp Máy xay 0.25mm được thêm vào một mặt của kích thước chuẩn bị vật liệu phác thảo trước khi xử lý nhiệt, phụ Cấp đơn Phương 0.2mm dành riêng cho các bộ phận yêu cầu gia công thô CNC của hạt nhân và chèn khuôn, Phụ Cấp đơn Phương 0.3-0.5mm dành cho phay thô của phác thảo bằng máy phay Fitter, Phụ Cấp đơn Phương 0.05mm dành riêng cho phôi cần gia công Máy mài sau khi cắt dây, và phụ cấp mài 0.1mm dành riêng cho hình dạng thô. Hoàn thiện CNC, đánh bóng gương sau xung điện, để lại Phụ Cấp đánh bóng 0.03mm ở một bên.
Thiết kế và cấu trúc mô hình ô tô: ra mắt vào ngày 1 tháng 7
3. Yêu cầu về độ chính xác gia công
Độ chính xác sản xuất của Kích thước khuôn phải nằm trong khoảng 0.005 ~ 0.02mm; độ thẳng đứng được yêu cầu trong khoảng 0.01 ~ 0.02mm; coaxiality là cần thiết để có trong khoảng 0.01 ~ 0.03mm; Tính song song của các mặt phẳng trên và dưới của các bề mặt chia cắt khuôn di chuyển và cố định là cần thiết trong khoảng 0.01 ~ 0.03mm.
Sau khi đóng khuôn, Khoảng cách giữa các bề mặt tách nhỏ hơn giá trị tràn của nhựa đúc. Tính song song của các bề mặt giao phối mẫu khác là cần thiết để nằm trong phạm vi 0.01 ~ 0.02mm; độ chính xác phù hợp của bộ phận cố định thường nằm trong phạm vi 0.01 ~ 0.02mm. Nếu không có yêu cầu chèn lõi nhỏ hoặc ảnh hưởng đến kích thước không lớn, ưu tiên nên lắp khoảng hở song phương từ 0.01 ~ 0.02mm. Độ chính xác phù hợp của bộ phận trượt thường là H7/E6, H7/F7 và H7/G6.
Lưu ý: Nếu có một miếng chèn có một bậc treo trên bề mặt gương, không nên quá chật, nếu không, dụng cụ được sử dụng để gõ sẽ dễ dàng làm hỏng bề mặt gương khi miếng chèn bị đẩy ra khỏi mặt trước. Nếu kích thước sản phẩm không bị ảnh hưởng, khoảng hở vừa vặn giữa hai bên là 0.01 ~ 0.02mm.
4. Nguyên tắc loại bỏ điện cực CNC
Lõi khoang khuôn trước tiên nên loại bỏ điện cực chính xuất hiện, sau đó loại bỏ các điện cực chính khác, và cuối cùng loại bỏ điện cực địa phương; việc xử lý tổng thể của điện cực xuất hiện khuôn cố định sẽ được xem xét. Đối với những nơi không làm sạch góc CNC, việc cắt dây sẽ được sử dụng để làm sạch góc, do đó bề mặt Bề mặt khuôn cố định hoàn chỉnh và không có dấu khớp nối. Các xương sườn, xương sườn và trụ gia cố với ít khác biệt về độ sâu của khuôn di chuyển có thể được xử lý cùng nhau trên một điện cực càng nhiều càng tốt; các xương sườn sâu hơn nên được chèn vào, và phía điện cực nên được đục lỗ riêng để ngăn chặn lắng đọng carbon trong xung điện. Không nên cắt điện cực chết di động bằng dây sau khi phay CNC. Nếu cần thiết, điện cực nên được tháo rời hoặc cắt bằng dây điện trực tiếp. Khoảng cách giữa các xương sườn và vị trí của khuôn di chuyển hoặc các trụ vượt quá 35mm, nên được thực hiện riêng để tiết kiệm đồng.
Vị trí đánh lửa thô điện cực lớn là 0.3mm ở một bên, và vị trí đánh lửa hoàn thiện là 0.15mm ở một bên; vị trí đánh lửa thô điện cực chung là 0.2mm ở một bên, và vị trí tia lửa hoàn thiện là 0.1mm ở một bên; vị trí tia lửa điện cực nhỏ thô là 0.15mm ở một bên, Và vị trí tia lửa hoàn thiện là 0.07mm ở một bên.
5. Nguyên tắc gia công CNC
Nếu sự xuất hiện của sản phẩm cho phép, lõi khoang Khuôn có thể được hoàn thiện bằng CNC được ưu tiên gia công bằng CNC, và nếu sự xuất hiện của sản phẩm cho phép, lõi khoang Khuôn không thể hoàn thành tại chỗ được xử lý bằng CNC, và nếu điện cực không thể được xử lý tại chỗ, Nó được xử lý bằng xung điện.
6. Công nghệ xử lý hạt nhân khuôn tĩnh và động
1) chuẩn bị vật liệu;
2) gia công Máy phay: Khoan lỗ vận chuyển nước (phần sâu nhất của lỗ vận chuyển nước cách lỗ vận chuyển nước ngang 3-4mm), lỗ ren, khoan và khoan lỗ vít, khoan và khoan lỗ kim, Số khuôn, góc tham chiếu và cách đưa bàn treo;
3) gia công CNC: gia công thô;
4) xử lý nhiệt: Chỉ ra các yêu cầu về độ cứng;
5) gia công Máy mài: Mài vuông sáu mặt, hình dạng phù hợp với Kích thước khung phù hợp (nếu kích thước hình dạng của một hạt nhân khuôn là mm-0.05mm hơn kích thước bản vẽ trừ 0.03, nếu kích thước hình dạng của hai hạt khuôn là hai, Kích thước hình dạng của hai hạt khuôn hướng kết hợp là mm-0.05mm hơn kích thước bản vẽ trừ 0.03) 0.01, ∥ 0.01, phần có thể được hình thành bằng máy mài phải được hình thành;
6) nếu cần hoàn thiện CNC cho các hạt nhân chết, việc hoàn thiện CNC sẽ được sắp xếp. Nếu có phông chữ và số chết trong khoang, cần phải có chữ;
7) xử lý cắt dây: Lỗ chèn gia công dây trung bình, lỗ trên nghiêng, lỗ pin trên cùng, lỗ vòi phun, vv;
8) gia công xả điện: Gia công đơn theo bản vẽ và chỉ báo xung;
9) đánh bóng: Ghi lại độ nhám và yêu cầu đánh bóng trên thẻ dòng chảy quá trình, và đánh dấu khu vực đánh bóng bằng Bút đánh dấu trên phôi. Nếu có yêu cầu gương, nếu chu kỳ quá muộn, có thể thực hiện đánh bóng thô trước khi đánh bóng tốt;
10) lắp ráp;
11) kiểm tra mô hình.

7. Công nghệ xử lý chèn thân chính
1) chuẩn bị Vật liệu: người thợ xác định có nên xử lý một mảnh hoặc nhiều mảnh với nhau theo kích thước và hình dạng của phôi. Nếu nhiều mảnh được xử lý cùng nhau, thợ thủ công cần Lập Bản Đồ Xếp hạng xử lý của phôi;
2) gia công Máy phay: gia công theo bản vẽ phôi hoặc bản vẽ xếp hạng do thợ thủ công sản xuất, khoan lỗ vận chuyển nước (phần sâu nhất của lỗ vận chuyển nước cách lỗ vận chuyển nước ngang 3-4mm), lỗ ren, khoan và chạm vào lỗ vít, Khoan và khoan lỗ kim trên cùng, mở phần tạo hình thô, đánh số khuôn, và nhường chỗ cho bàn treo;
3) gia công CNC: Nếu phôi cần gia công CNC, sắp xếp gia công CNC;
4) xử lý nhiệt: Chỉ ra các yêu cầu về độ cứng;
5) gia công máy mài: mài hình vuông sáu mặt, bộ phận có thể được hình thành bởi máy mài phải được nghiền và hình thành;
6) nếu cần hoàn thiện CNC cho phôi gia công, việc hoàn thiện CNC sẽ được sắp xếp. Nếu các phần chèn có phông chữ và số mô hình, cần phải có chữ;
7) xử lý cắt dây: Lỗ chèn gia công dây, lỗ trên nghiêng, lỗ chốt trên, v. v;
8) gia công xả điện: Gia công đơn theo bản vẽ và chỉ báo xung;
9) đánh bóng: Ghi lại độ nhám và yêu cầu đánh bóng trên thẻ dòng chảy quá trình, và đánh dấu khu vực đánh bóng bằng Bút đánh dấu trên phôi. Nếu có yêu cầu gương, nếu chu kỳ quá muộn, có thể thực hiện đánh bóng thô trước khi đánh bóng tốt;
10) lắp ráp;
11) kiểm tra mô hình.
8. Công nghệ xử lý chèn hình đặc biệt:
Quy trình 1:
1) Xử lý cắt dây: Cắt kích thước bên ngoài của cắt dây giữa là chính xác (chế độ xem A/B), tab kéo, máy mài với phụ cấp cho độ dày và làm dày phần hình thành;
2) Xử lý máy mài: Độ dày mài, độ dốc, hình thành;
3) gia công phóng điện;
4) Xử lý đánh bóng.
Quy trình 2:
1) Xử lý cắt dây: Hình dạng cắt dây trung bình, lỗ chèn, pinhole trên cùng, cắt kích thước (xem C), bàn treo và nơi tạo thành dày;
2) Xử lý máy mài: Chiều cao mài, bàn treo, độ dốc, hình thành;
3) gia công phóng điện;
4) Xử lý đánh bóng.
9. Công nghệ xử lý chèn đơn giản
1) Xử lý cắt dây: Máy mài phụ cấp hình dạng cắt dây nhanh (chế độ xem A/B), tab kéo, máy mài phụ cấp độ dày;
2) Nghiền kích thước tổng thể, mài bàn treo, độ dốc và hình dạng;
3) gia công phóng điện;
4) Xử lý đánh bóng.

10. Công nghệ xử lý chèn tròn
1) Nghiền không cen: kích thước tổng thể của mài;
2) Xử lý máy mài: Làm sạch góc tại bàn treo;
3) Cắt dây: Chiều dài cắt dây nhanh (trợ cấp máy mài 0,1mm ở một bên), lỗ kim và lỗ xả được cắt ở phía trên;
4) Xử lý máy mài: Độ dài mài, hình thành.
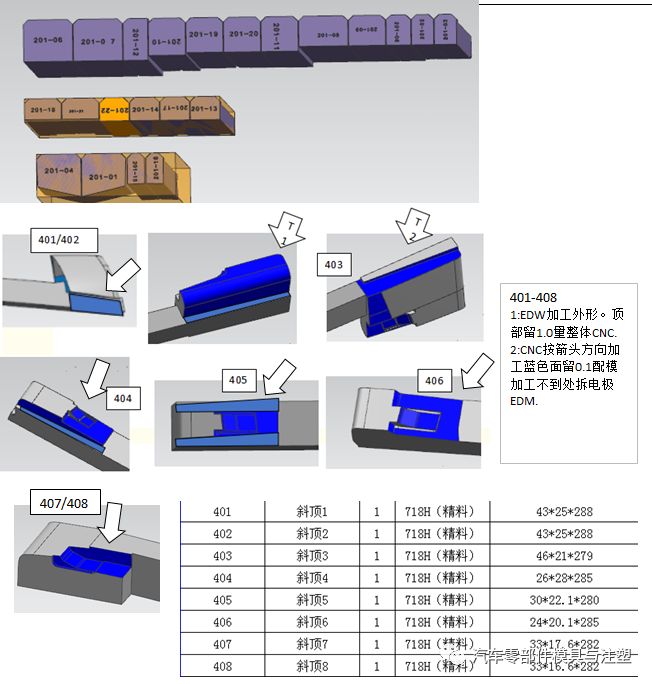
11. Công nghệ xử lý hàng đầu nghiêng
1) Xử lý cắt dây: Hình dạng cắt dây trung bình, mài đầu với phụ cấp để chèn bề mặt, mài với phụ cấp cho các kích thước khác, mài với phụ cấp cho độ dày của tab kéo và máy mài với rãnh hình chữ I;
2) Xử lý máy mài: Độ dày mài, I-Groove;
3) lắp ráp;
4) xung;
5) đánh bóng;
6) Máy phay mở rãnh dầu.
12. Công nghệ xử lý ghế hàng đầu nghiêng
1) Chuẩn bị Fitter: 1,5mm cho chiều cao, 0,5mm cho chiều rộng và 5 mm cho chiều dài;
2) Xử lý máy phay: khoan và khai thác lỗ vít;
3) xử lý xử lý nhiệt;
4) Xử lý máy mài: Nghiền vuông sáu mặt, mài kích thước chiều rộng;
5) Cắt dây nhanh xử lý dây hình i, tab kéo, máy mài phụ cấp độ dày, kích thước chiều cao là 1,2mm;
6) Xử lý máy mài: Kích thước máy mài, được trang bị tấm thimble, kích thước chiều cao là 1mm.
13. Công nghệ xử lý khối hướng dẫn hàng đầu nghiêng
1) Xử lý cắt đường: Hình dạng cắt dây nhanh, để lại máy xay dành riêng;
2) Xử lý máy mài: Nghiền vuông sáu mặt, kích thước tổng thể của mài;
3) Xử lý máy phay: lỗ ren, lỗ vít;
4) Xử lý cắt đường: Cắt nhanh lỗ hướng dẫn nghiêng.
14. Công nghệ xử lý ghế trượt
1) chuẩn bị vật liệu;
2) Xử lý máy mài: Nghiền vuông sáu mặt, kích thước tổng thể của mài;
3) Xử lý máy phay: khoan qua các lỗ dây, khoan và khai thác các lỗ vít;
4) Xử lý cắt dây: Xử lý dây nhanh Lỗ trụ hướng dẫn xiên;
5) Hoàn thiện CNC: Phắt kích thước của phần hình thành.
15. Công nghệ xử lý của Briquette
1) chuẩn bị vật liệu;
2) Xử lý máy phay: Khoan vít qua các lỗ và mở phần hình thành (đơn phương dành riêng 0,3-0,5, máy xay);
3) Xử lý máy mài: Nghiền vuông sáu mặt, mài chính xác các kích thước bên ngoài, hình thành.
16. Công nghệ xử lý khối khóa
1) chuẩn bị vật liệu;
2) Xử lý máy mài: Nghiền vuông sáu mặt, kích thước tổng thể của mài;
3) xử lý cắt dây; hình thành dây nhanh;
4) Xử lý máy phay: Khoan và khai thác lỗ vít.

17. Nguyên tắc gia công của lỗ phun
Trên φ3 (bao gồm φ3, φ4, φ5, φ6) xử lý lỗ phun áp dụng áp dụng máy khoan máy phay và ream; Bên dưới φ3 hoặc lỗ phun không chuẩn, xử lý cắt dây, đáy để tránh trống.
18. Nguyên tắc xử lý lỗ dây
Khi tất cả các loại lỗ cần được xử lý bằng cách cắt dây, khi chu vi của thành bên trong lớn hơn φ3 (bao gồm φ3), lỗ dây phải được khoan.
19. Việc xử lý nhãn hiệu và sự cần thiết phải ném khuôn gương
1) Trợ cấp sẽ được để lại tại nhãn hiệu sau khi CNC hoàn thành quá trình phay hạt khuôn;
2) Cắt dây Xử lý dây trung bình: Lỗ chèn nhãn hiệu;
3) Gia công phóng điện: Độ sâu của bảng treo là chính xác;
4) được trang bị bộ đồ Lõi và cài đặt nhãn hiệu;
5) xung còn lại tại nhãn hiệu sẽ được san bằng; Đánh bóng.
20. Công nghệ xử lý cơ sở khuôn
1) Xử lý máy phay: Vát vào khung bên trong, lỗ vít khoan, lỗ ghim trên cùng, lỗ đường thủy, cốc cổng qua các lỗ và lỗ nghiêng qua các lỗ;
2) Gia công CNC: Phen rót cốc, lỗ ghế trên cùng nghiêng, lỗ khối hướng dẫn, rãnh hàng, tấm khuôn chạy nóng A cần gia công CNC, xử lý khắc chân khuôn.
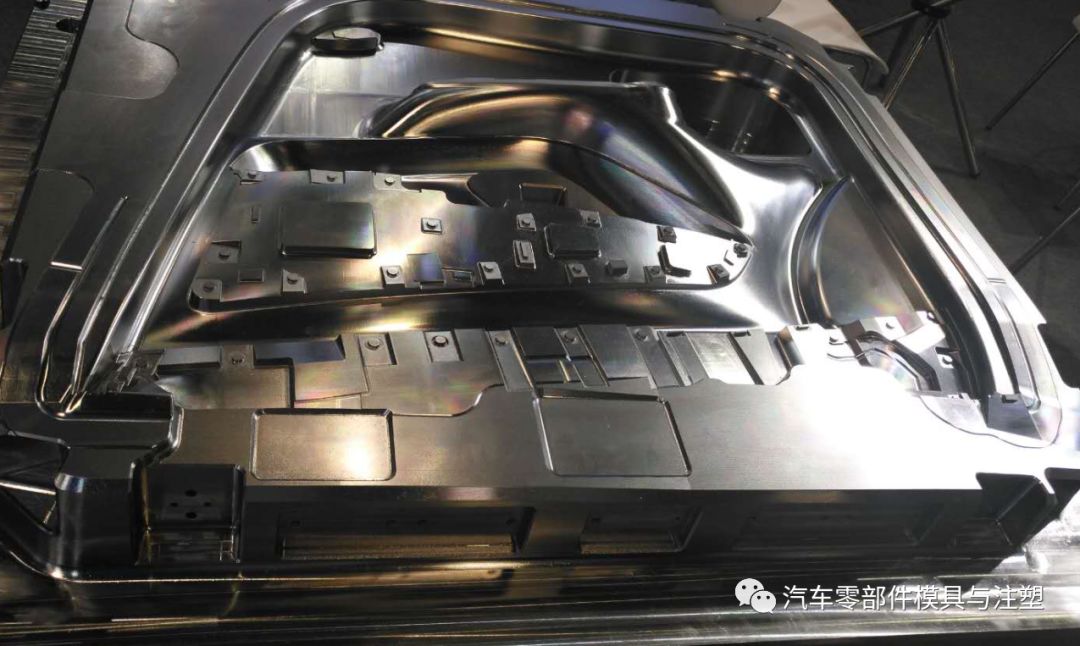
21. Công nghệ xử lý sau khi đúc của khung lắp với các xương sườn giống như lưới
Loại khung lắp này sau khi xử lý vị trí xương sườn theo các loại khuôn khác nhau, chọn công nghệ xử lý khác nhau.
1) chúng tôi trực tiếp sử dụng toàn bộ điện cực cho một loại khuôn để đảm bảo sự thống nhất của sản phẩm;
2) Khi công nghệ xử lý của khuôn không thuộc loại được chọn, nó có thể được phân bổ theo số lượng xử lý thực tế. Các điện cực có thể được chia hoặc tích hợp. Nếu vị trí xương sườn thông qua rãnh, dây có thể được cắt dày trước, và sau đó máy mài có thể được tinh chế.

22. Cần cố định cắt dây hoặc điện cực, phôi xung
Đối với một số phôi (chẳng hạn như lõi của ổ cắm hai phèn đa chức năng), cần có vật cố cắt dây hoặc điện cực. Dòng xử lý của các phôi xung xung như sau:
1) CNC ra khỏi biểu đồ xếp hạng;
2) Vẽ cắt dây theo kích thước của vật cố xử lý hoặc điện cực;
3) Sau khi hoàn thành quá trình cắt dây, nếu điện cực cần được xử lý CNC, điện cực sẽ được bàn giao cho CNC và vật cố sẽ được bàn giao cho người phù hợp;
4) điện cực gia công CNC và sơ đồ xả;
5) gia công xung;
6) đánh bóng.
23. Tính toán chiều cao cột hỗ trợ
Chiều cao của cột hỗ trợ bên dưới 3030 của tấm ván khuôn cao hơn 0,08-0,1mm so với chân trang trí, cao hơn 0,1mm so với cao hơn 3030, 0,1-0,12mm so với 3535 và cao hơn 0,12-0,15mm so với 3535.
24. Công nghệ xử lý Thimble
2 trở lên trên máy cắt máy cắt giảm độ dài Máy mài trợ cấp, máy mài Xử lý chiều dài Kích thước Nghiền (xử lý riêng); Kích thước xử lý cắt dây thimble dưới 2 là chính xác. Thimble và thùng phẳng phải được thực hiện bằng máy mài có độ dài cắt dây; Máy mài phải được sử dụng để xử lý, và chiều dài và kích thước phải được nối đất chính xác.
1. EDM
(1) Nguyên tắc cơ bản
EDM là một phương pháp xử lý đặc biệt sử dụng xói mòn điện được tạo ra bởi việc phóng xung giữa hai cực được ngâm trong chất lỏng làm việc để loại bỏ các vật liệu dẫn điện, còn được gọi là gia công phóng điện hoặc gia công xói mòn điện, tiếng Anh để gia công phóng điện, được gọi là EDM.
(2) Thiết bị cơ bản: Máy công cụ EDM.
(3) Các tính năng chính
Có thể xử lý vật liệu và phôi có hình dạng phức tạp khó cắt bằng các phương pháp cắt thông thường; Không có lực cắt trong quá trình xử lý; Không có Burrs, Dấu công cụ, Groove và các khiếm khuyết khác được sản xuất; Vật liệu điện cực công cụ không cần phải khó hơn vật liệu phôi. Sử dụng trực tiếp năng lượng điện để xử lý là thuận tiện cho tự động hóa. Sau khi xử lý, lớp biến chất được tạo ra trên bề mặt, phải được loại bỏ thêm trong một số ứng dụng. Tinh chế chất lỏng làm việc và điều trị ô nhiễm khói được tạo ra trong quá trình xử lý là rắc rối hơn.
(4) Phạm vi sử dụng
Xử lý khuôn và các bộ phận với hình dạng phức tạp của lỗ và lỗ hổng; Xử lý các vật liệu cứng và giòn khác nhau như hợp kim cứng và thép cứng; Xử lý các lỗ mịn sâu, lỗ hình dạng đặc biệt, rãnh sâu, khe hẹp và tấm cắt, v.v ... Xử lý các công cụ hình thành khác nhau, mẫu, đồng hồ đo vòng và các công cụ và công cụ đo khác.
2. Wedm
(1) Nguyên tắc cơ bản
Việc sử dụng dây kim loại mỏng di chuyển liên tục (được gọi là dây điện cực) làm điện cực, sự xói mòn phóng xạ xung của phôi để loại bỏ kim loại, cắt và hình thành. Tiếng Anh cho dây điện cắt điện, được gọi là WEDM, còn được gọi là cắt dây.
(2) Thiết bị cơ bản: Máy công cụ Wedm.
(3) Các tính năng chính
WEDM, ngoài các đặc điểm cơ bản của EDM, còn có một số đặc điểm khác:
Không cần thiết phải sản xuất các điện cực công cụ với các hình dạng phức tạp để xử lý bất kỳ bề mặt hai chiều nào với một đường thẳng như thế hệ;
Có thể cắt các khe hẹp khoảng 0,05mm;
Trong quá trình này, tất cả các vật liệu dư thừa không được xử lý thành chip chất thải, giúp cải thiện tốc độ sử dụng năng lượng và vật liệu;
Trong quá trình EDM dây tốc độ thấp trong đó dây điện cực không được tái chế, dây điện cực được cập nhật liên tục, có lợi để cải thiện độ chính xác gia công và giảm độ nhám bề mặt;
Hiệu quả cắt đạt được bởi WEDM thường là 20-60mm 2/phút, lên tới 300mm 2/phút; Độ chính xác gia công thường là ± 0,01 đến ± 0,02mm, lên đến ± 0,004mm; Độ nhám bề mặt thường là RA2,5 đến 1,25 micron, lên đến RA0,63 micron; Độ dày cắt thường là 40-60mm và độ dày tối đa có thể đạt 600mm.
(4) Phạm vi sử dụng
Chủ yếu được sử dụng để xử lý: một loạt các hình dạng phức tạp và các phôi nhỏ chính xác, chẳng hạn như đấm die, chết, đấm, tấm cố định, tấm phóng điện, v.v .; Công cụ hình thành, mẫu, EDM tạo thành điện cực kim loại; Một loạt các lỗ vi mô, khe hẹp, đường cong tùy ý. Nó có những lợi thế nổi bật của trợ cấp gia công nhỏ, độ chính xác gia công cao, chu kỳ sản xuất ngắn và chi phí sản xuất thấp, và đã được sử dụng rộng rãi trong sản xuất. Hiện tại, máy công cụ Wedm trong và ngoài nước đã chiếm hơn 60% tổng số máy công cụ EDM.
3. Gia công điện phân (gia công hóa học điện)
(1) Nguyên tắc cơ bản
Dựa trên nguyên tắc hòa tan anốt trong quá trình điện phân và với sự trợ giúp của cực âm được hình thành, phôi được xử lý thành một hình dạng và kích thước nhất định, được gọi là xử lý điện phân.
(2) Phạm vi sử dụng
Gia công điện hóa có những ưu điểm đáng kể cho việc gia công các vật liệu khó khăn, hình dạng phức tạp hoặc các bộ phận có thành mỏng. Gia công điện phân đã được sử dụng rộng rãi, chẳng hạn như súng trường nòng súng, lưỡi dao, cánh quạt tích hợp, nấm mốc, các lỗ có hình dạng đặc biệt và các bộ phận hình đặc biệt, vát và gỡ lỗi. Và trong quá trình xử lý nhiều bộ phận, quá trình gia công điện phân đã chiếm một vị trí quan trọng và thậm chí không thể thay thế.
(3) Ưu điểm
Phạm vi xử lý rộng. Gia công điện phân có thể xử lý hầu hết tất cả các vật liệu dẫn điện, và không bị giới hạn bởi các tính chất cơ học và vật lý như độ bền, độ cứng và độ bền của vật liệu, và cấu trúc kim loại của vật liệu sau khi xử lý về cơ bản không thay đổi. Nó thường được sử dụng trong quá trình xử lý hợp kim cứng, hợp kim nhiệt độ cao, thép cứng, thép không gỉ và các vật liệu khó xử lý khác.
(4) Hạn chế
Độ chính xác gia công và độ ổn định xử lý không cao, chi phí xử lý càng cao và lô càng nhỏ, chi phí bổ sung của một mảnh càng cao.
4. Xử lý laser
(1) Nguyên tắc cơ bản
Xử lý laser, là việc sử dụng năng lượng ánh sáng thông qua ống kính tập trung vào trọng tâm để đạt được mật độ năng lượng cao, trong một thời gian rất nhỏ để làm tan chảy hoặc làm bốc hơi vật liệu và được khắc xuống, để đạt được xử lý.
(2) Các tính năng chính
Công nghệ xử lý laser có lợi thế của chất thải vật liệu ít hơn, hiệu quả chi phí rõ ràng trong sản xuất quy mô lớn và khả năng thích ứng mạnh mẽ đối với các đối tượng xử lý. Ở châu Âu, việc hàn các vật liệu đặc biệt như vỏ và cơ sở xe hơi cao cấp, cánh máy bay và thân máy bay tàu vũ trụ về cơ bản là công nghệ laser.
(3) Phạm vi sử dụng
Xử lý laser là ứng dụng được sử dụng phổ biến nhất của hệ thống laser. Các công nghệ chính bao gồm: hàn laser, cắt laser, sửa đổi bề mặt, đánh dấu laser, khoan laser, gia công vi mô và lắng đọng quang hóa, lập thể lập thể, khắc laser, v.v.
5. Gia công chùm tia điện tử
(1) Nguyên tắc cơ bản
Gia công chùm tia điện tử là gia công của các vật liệu bằng cách sử dụng các hiệu ứng nhiệt hoặc ion hóa của các chùm electron hội tụ năng lượng cao.
(2) Các tính năng chính
Mật độ năng lượng cao, khả năng thâm nhập mạnh, phạm vi thâm nhập chính, tỷ lệ chiều rộng hàn lớn, tốc độ hàn nhanh, vùng bị ảnh hưởng bởi nhiệt nhỏ và biến dạng làm việc nhỏ.
(3) Phạm vi sử dụng
Xử lý chùm tia điện tử của một loạt các vật liệu, khu vực xử lý có thể cực kỳ nhỏ; Xử lý độ chính xác có thể đạt đến mức nanomet, để đạt được xử lý phân tử hoặc nguyên tử; năng suất cao; xử lý ô nhiễm nhỏ, nhưng chi phí cao của thiết bị chế biến; Có thể được xử lý các micropores, đường nối hẹp, v.v., nhưng cũng có thể được sử dụng để hàn và in thạch bản tốt. Công nghệ hàn chùm tia điện tử là ứng dụng chính của xử lý chùm tia điện tử trong ngành sản xuất ô tô.
6. Gia công chùm ion
(1) Nguyên tắc cơ bản
Xử lý chùm ion ở trạng thái chân không, luồng ion được tạo ra bởi nguồn ion được tăng tốc và tập trung vào bề mặt của phôi để đạt được xử lý.
(2) Các tính năng chính
Vì mật độ dòng ion và năng lượng ion có thể được kiểm soát chính xác, hiệu ứng xử lý có thể được kiểm soát chính xác và xử lý cực kỳ chính xác ở nano và thậm chí ở mức phân tử và nguyên tử có thể được thực hiện. Trong quá trình xử lý chùm ion, ô nhiễm được tạo ra là nhỏ, ứng suất xử lý và biến dạng là cực kỳ nhỏ và khả năng thích ứng với vật liệu được xử lý là mạnh, nhưng chi phí xử lý cao.
(3) Phạm vi sử dụng
Xử lý chùm ion có thể được chia thành khắc và lớp phủ theo mục đích của nó.
1) Xử lý khắc
Khắc ion được sử dụng để xử lý các rãnh trên ổ trục của con quay hồi chuyển và động cơ áp suất động, với độ phân giải cao, độ chính xác tốt và độ lặp lại. Một khía cạnh khác của các ứng dụng khắc chùm ion là việc khắc đồ họa chính xác cao, chẳng hạn như các thành phần điện tử như mạch tích hợp, thiết bị quang điện tử và các thiết bị tích hợp quang học. Khắc chùm ion cũng được sử dụng để làm mỏng các vật liệu và tạo ra các mảnh kiểm tra kính hiển vi điện tử xuyên thấu.
2) Xử lý lớp phủ chùm ion
Xử lý lớp phủ chùm ion có hai hình thức: lắng đọng cường độ và mạ ion. Lỗ ion có thể là một loạt các vật liệu, bất kể kim loại, bề mặt phi kim loại có thể được mạ kim loại hoặc màng phi kim loại, một loạt các hợp kim, hợp chất hoặc một số vật liệu tổng hợp, vật liệu bán dẫn, vật liệu điểm nóng chảy cao cũng có thể được mạ.
Công nghệ lớp phủ ion chùm ion có thể được sử dụng để phủ màng bôi trơn, phim chịu nhiệt, phim chống mài mòn, phim trang trí và phim điện.
7. Xử lý hồ quang Plasma
(1) Nguyên tắc cơ bản
Xử lý hồ quang plasma là một phương pháp xử lý đặc biệt sử dụng năng lượng nhiệt của hồ quang plasma để cắt, hàn và phun kim loại hoặc phi kim loại.
(2) Các tính năng chính
1) Hàn hồ quang có plasma có thể hàn giấy và tấm;
2) với hiệu ứng lỗ nhỏ, có thể đạt được hình thành hai mặt tự do hàn hai mặt;
3) Mật độ năng lượng hồ quang plasma, nhiệt độ cột hồ quang cao, khả năng thâm nhập mạnh, thép độ dày 10-12mm không thể mở rãnh, có thể là hình thành hai mặt thâm nhập, tốc độ hàn, năng suất cao, biến dạng ứng suất nhỏ;
4) Thiết bị phức tạp hơn, mức tiêu thụ khí lớn, chỉ phù hợp cho hàn trong nhà.
(3) Phạm vi sử dụng
Được sử dụng rộng rãi trong sản xuất công nghiệp, đặc biệt là trong không gian vũ trụ và các công nghệ công nghiệp tiên tiến và quân sự khác được sử dụng trong việc hàn các hợp kim đồng và đồng, hợp kim titan và titan, thép hợp kim, thép không gỉ, molypden và các kim loại khác, như vỏ tên lửa hợp kim titan, máy bay trên một số hộp đựng mỏng.
8. Gia công siêu âm
(1) Nguyên tắc cơ bản
Gia công siêu âm là việc sử dụng tần số siêu âm cho rung biên độ nhỏ của công cụ, và thông qua nó và phôi không có chất lỏng giữa chất mài mòn trên bề mặt được xử lý bởi hiệu ứng búa, do đó vật liệu phôi bị phá vỡ dần dần xử lý đặc biệt, tiếng Anh được gọi là USM. Gia công siêu âm thường được sử dụng để thủng, cắt, hàn, làm tổ và đánh bóng.
(2) Các tính năng chính
Nó có thể xử lý bất kỳ vật liệu nào, đặc biệt phù hợp để xử lý các vật liệu không dẫn cứng và giòn khác nhau. Độ chính xác xử lý của phôi cao, chất lượng bề mặt là tốt, nhưng năng suất thấp.
(3) Phạm vi sử dụng
Gia công siêu âm chủ yếu được sử dụng cho các vật liệu cứng và giòn khác nhau, chẳng hạn như thủy tinh, thạch anh, gốm sứ, silicon, germanium, ferrite, đá quý và ngọc bích, vv
9. Xử lý hóa học
(1) Nguyên tắc cơ bản
Xử lý hóa học (khắc hóa chất), là việc sử dụng axit, kiềm hoặc dung dịch muối trên chất hòa tan vật liệu phôi, để có được hình dạng, kích thước hoặc trạng thái bề mặt mong muốn của quá trình xử lý đặc biệt phôi.
(2) Các tính năng chính
1) có thể xử lý bất kỳ vật liệu kim loại cắt, không giới hạn bởi độ cứng, cường độ và các tính chất khác;
2) phù hợp cho xử lý khu vực lớn và có thể xử lý nhiều mảnh cùng một lúc;
3) không có căng thẳng, vết nứt, Burr, độ nhám bề mặt của RA1,25-2,5 m;
4) hoạt động dễ dàng;
5) không phù hợp để xử lý các khe hẹp và lỗ hổng;
6) Không nên loại bỏ các khiếm khuyết như bề mặt không đều và vết trầy xước.
(3) Phạm vi sử dụng
Thích hợp cho xử lý giảm độ dày diện tích lớn; Thích hợp để xử lý các lỗ phức tạp trên các bộ phận thành mỏng.
Thông tin liên quan

Xác định khung mẫu mới cho ngành công nghiệp khuôn phun thông qua các đột phá công nghệ và tái tạo sinh thái
2025-07-04
Định nghĩa một mô hình mới cho ngành công nghiệp khuôn phun thông qua công nghệ BREA...

Các loại và các yêu cầu cơ bản của bản vẽ thiết kế khuôn
2025-09-07
Các loại và các yêu cầu cơ bản của bản vẽ thiết kế khuôn rút ngắn sản xuất CY ...

Các cột vít của khuôn dễ bị hư hại và vết hàn/co ngót
2025-08-07
Các cột vít của khuôn dễ bị hư hại và các vết hàn/co lại ...

Từ đột phá công nghệ đến chuyển đổi thông minh
2025-07-07
Từ những đột phá công nghệ đến chuyển đổi thông minh...

Khám phá khuôn phun: phân tích toàn diện từ thiết kế đến ứng dụng
2025-07-08
Khám phá khuôn phun: phân tích toàn diện từ thiết kế đến ứng dụng...
Các mặt hàng và yêu cầu xử lý cơ bản cho cơ sở khuôn
2025-09-30
Các mục xử lý cơ bản và các yêu cầu cho cơ sở khuôn (1) đã cố định khuôn một tấm và ...