Các phương pháp cho sự phá vỡ dễ dàng của vị trí bên trong của khuôn và độ hư hỏng dễ dàng của cột vít trong quá trình mở khuôn
Các phương pháp cho sự phá vỡ dễ dàng của vị trí bên trong của khuôn và độ hư hỏng dễ dàng của cột vít trong quá trình mở khuôn
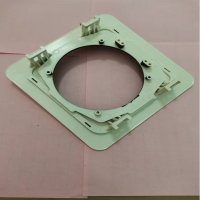
Vị trí bên trong của khuôn dễ bị vỡ
Hiện tượng: Vỏ pin dễ bị vỡ ở bốn vị trí bên trong trong quá trình đúc.
Phân tích: Cấu trúc khuôn xác định rằng bốn hàng này tương đối mỏng. Sức mạnh vật chất của các hàng bên trong của khuôn là tương đối yếu. Trong quá trình đúc, do hiệu ứng áp suất của việc mở khuôn và đúc phun, các hàng bên trong không đủ cường độ và bị kéo ra.
(1 Đặc điểm của máy ép phun
Lớp: HT120T, Lực kẹp: 120T, Khả năng dẻo: 119g.
(2) Đặc điểm khuôn
Số lượng phóng xạ khuôn: 1 × 2, Phương pháp cho ăn keo: Cho ăn keo chấm và cho ăn pin pít
(3) Đặc điểm sản phẩm
Vật liệu: ABS+PC HI-1001, Màu sắc: Xám, Trọng lượng sản phẩm (Mảnh đơn): 16,21g, Trọng lượng Sprue: 5.62g.
(4) Phân tích nguyên nhân của các khiếm khuyết
1. Bốn vị trí bên trong của nắp pin có cấu trúc dài và nhỏ, dẫn đến không đủ cường độ. Trong quá trình mở khuôn, họ không thể chịu được áp lực của việc mở khuôn và do đó bị tách ra.
2. Điểm vào của keo tương đối nhỏ, nhưng áp suất cần thiết trong quá trình đúc tương đối cao. Vị trí bên trong không thể chịu được áp lực, dẫn đến gãy xương.
3. Có một sự phù hợp sai ở vị trí hàng và khuôn bị vỡ do sự rung chuyển của vị trí hàng trong quá trình di chuyển.
(5) Các biện pháp đối phó
1. Thay đổi phía bên trong của nắp pin thành đỉnh nghiêng.
2. Vật liệu khuôn được thay đổi thành DH31. Đáy của vị trí hàng được làm dày 3 mm và khoảng cách 0,2mm được để lại tại giao điểm nơi vị trí hàng gặp khối áp suất.
3. Tăng kích thước pin spue lên 0,3mm và điểm nhập keo lên 0,8-1,0mm.
Bảng quy trình ép phun
Máy ép phun: HT120T, vít loại B, tiêm tập 61g | Tên sản phẩm: 1433 nắp trở lại đơn vị chính và nắp pin | ||||
Nguyên liệu thô: ABS+PC HI-1001IM | Màu sắc: Xám | Nhiệt độ sấy: 105 ° C. | Phương pháp sấy: Máy sấy hút ẩm | Thời gian khô: 3 giờ | Sử dụng vật liệu tái chế: 0 |
Thành phẩm trọng lượng sản phẩm: 16,21g | Trọng lượng vòi phun: 5.62g | Đầu ra khuôn: 1+1 | Các phương pháp đổ keo vào cổng: tiêm keo bằng chấm và tiêm keo bằng kim chìm | ||
Nhiệt độ thùng | Nhiệt độ khuôn | Sử dụng máy móc | "Cài đặt | "Thật sự | ||||
| 1 | 2 | 3 | 4 | 5 | trước | Máy kiểm soát nhiệt độ dầu | 105° C. | 100° C. |
| 280 ° C. | 275° C. | 270° C. | 250° C. | / | ||||
| △ | △ | △ | △ | △ | sau đó | Máy kiểm soát nhiệt độ dầu | 105° C. | 100° C. |
| △ | △ | △ | △ | △ | ||||
| / | 115 | Giữ áp lực | Vị trí giữ áp lực | 115 | 120 | 125 | Áp lực tiêm | |
| / | 3 | Giữ thời gian áp lực | 15 | 23 | Vị trí áp lực tiêm | |||
Lượng keo dán còn lại | / | / | / | 20 | 28 | 35 | Vận tốc tiêm | |
| 3.0 | / | / | / | 15 | 23 | Vận tốc của vị trí lửa |
Thời gian trung gian | Thời gian tiêm | Thời gian làm mát | Toàn bộ thời gian | Áp lực trở lại | Tốc độ quay | Tốc độ rút lại | Vị trí số lượng vật chất | Vị trí rút lại |
| 1.0 | 0.8 | 10 | 23 | 5.6 | 20 45 55 | 10 | 30 | 1.0 |
Thời gian bảo vệ đóng khuôn | Giám sát thời gian cho ăn | Kẹp lực | Chiều dài phóng | Thời gian phóng | Vị trí xoay | Thổi sự chậm trễ | Thời gian thổi |
| 0.7 | 10 | 115kn | 45 | 1 | 18 20 26 | / | / |

Cabinet mold Manufacturer in China (jfmoulds.com)
The screw columns are prone to damage during the mold opening process
Phenomenon: During the mold opening process of the front shell of 1433, the four screw columns are prone to being pulled and damaged.
Analysis: The mold structure design is unreasonable. When demolding, the screw column is not designed with a ejector pin, and it slides off the mold in the front mold position.
(1 Đặc điểm của máy ép phun
Lớp: HT120T, Lực kẹp: 120T, Khả năng dẻo: 119g.
(2) Đặc điểm khuôn
Mold ejection number: 1×2, glue injection method: Large water outlet (dot injection), ejection method: Ejection by ejector pin, mold temperature: 105°C.
(3) Đặc điểm sản phẩm
Material: ABS+PC HI-1001, product weight (single piece) : 6.52g, nozzle weight: 4.76g.
(4) Phân tích nguyên nhân của các khiếm khuyết
The sequence of product ejection is that the front mold's row position slides down first, and then the product is ejected by the ejector pin. During the sliding down of the front mold's row position, since the product's screw column is relatively deep and does not completely detach from the row position, when the ejector pin pushes the product out, due to the force, the product may be pulled concave or damaged.
(5) Các biện pháp đối phó
1.Increase the draft Angle of the four screw columns to ensure that the product can be completely removed from the front die position and then ejected.
2. Four springs are added at the position of the screw column in the front mold row. When the inner row slides down to the bottom, the elastic force of the springs is used to completely eject the product screw column from the row first, and then push the product out.
Bảng quy trình ép phun
Máy ép phun: HT120T, vít loại B, tiêm tập 61g | Tên sản phẩm: 1433 vỏ phía trước | ||||
Raw materials: ABS+PC HI-1001 IM | Màu sắc: Xám | Nhiệt độ sấy: 120 ° C. | Phương pháp sấy: Máy sấy hút ẩm | Thời gian khô: 3 giờ | Sử dụng vật liệu tái chế: 0 |
Thành phẩm trọng lượng sản phẩm: 6,52g | Trọng lượng vòi phun: 4,76g | Đầu ra khuôn: 1 × 2 | Phương pháp tiêm cổng: Cổng nhỏ đến cổng lớn | ||
Nhiệt độ thùng l | Nhiệt độ khuôn | Sử dụng máy móc | "Cài đặt | "Actua | ||||
| 1 | 2 | 3 | 4 | 5 | trước | Máy kiểm soát nhiệt độ dầu | 105° C. | 100° C. |
| 280 ° C. | 275° C. | 270° C. | 250° C. | / | ||||
| △ | △ | △ | △ | △ | sau đó | Máy kiểm soát nhiệt độ dầu | 105° C. | 100° C. |
| △ | △ | △ | △ | △ | ||||
| / | 80 | Giữ áp lực | Vị trí giữ áp lực | 75 | 90 | 100 | Áp lực tiêm | |
| / | Giữ thời gian áp lực | 15 | 22 | 28 | Vị trí áp lực tiêm | |||
Residual amount of injection glu | / | / | 10 | 52 | 75 | Vận tốc tiêm | ||
| 4.0 | / | / | / | 15 | 22 | 28 | Vận tốc của vị trí lửa |
Thời gian trung gian | Thời gian tiêm | Thời gian làm mát | Toàn bộ thời gian | Áp lực trở lại | Tốc độ quay | Tốc độ rút lại | Vị trí số lượng vật chất | Vị trí rút lại |
| 1.0 | 1.0 | 10 | 24 | 5.0 | 10 75 85 | 10 | 32 | 1.0 |
Thời gian bảo vệ đóng khuôn | Giám sát thời gian cho ăn | Kẹp lực | Chiều dài phóng | Thời gian phóng | Vị trí xoay | Thổi sự chậm trễ | Thời gian thổi |
| 0.7 | 10 | 105kN | 45 | 1 | 15 30 32 | / | / |
Thông tin liên quan

Khám phá khuôn phun: phân tích toàn diện từ thiết kế đến ứng dụng
2025-07-08
Khám phá khuôn phun: phân tích toàn diện từ thiết kế đến ứng dụng...
Vị trí đầu vào keo của khuôn bị kéo và cháy
2025-08-06
Vị trí đầu vào keo của khuôn bị kéo và từ đầu vào đầu vào của ...

Từ đột phá công nghệ đến chuyển đổi thông minh
2025-07-07
Từ những đột phá công nghệ đến chuyển đổi thông minh...

Đa dạng hóa các doanh nghiệp khuôn phun
2025-06-28
Đa dạng hóa các doanh nghiệp khuôn phun 1. Khuôn đúc ô tô: dẫn động...
Vị trí hình chữ U của khuôn chứa đầy các đường nước và không khí bị mắc kẹt, chuyển sang màu trắng
2025-08-06
Vị trí hình chữ U của khuôn chứa đầy các đường nước và không khí bị mắc kẹt, ...

Khuôn phun thường được sử dụng sáu loại vật liệu khuôn
2025-06-19
Việc lựa chọn thép không chỉ ảnh hưởng đến tuổi thọ của khuôn, mà còn ảnh hưởng đến...