Các cột vít của khuôn dễ bị hư hại và vết hàn/co ngót
Các cột vít của khuôn dễ bị hư hại và vết hàn/co ngót
Các cột vít của khuôn dễ bị kéo ra
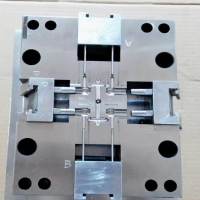
Hiện tượng: Các cột vít ở cả hai bên của nắp sau của màn hình 1433 dễ bị hư hại.
Phân tích: Thiết kế khuôn là không hợp lý, và trình tự các hành động mở và đóng khuôn là không chính xác.
(1 Đặc điểm của máy ép phun
Lớp: HT120T, Lực kẹp: 12ot, Năng lượng dẻo: 119g
(2) Đặc điểm khuôn
Số phóng khuôn khuôn: 1 × 2, Phương pháp cho ăn keo: Đầu ra nước nhỏ đến ổ cắm nước lớn, Phương pháp phóng: Phương pháp phóng với chân phun, nhiệt độ khuôn: 105 (Máy nhiệt độ không đổi)
(3) Đặc điểm sản phẩm
Vật liệu: ABS+PC H-1001 IM, Trọng lượng sản phẩm (mảnh đơn): 6,72g, Trọng lượng Sprue: 4.28g
(4) Phân tích nguyên nhân của các khiếm khuyết
Trình tự các hành động trong quá trình đóng khuôn; Bảng A trước tiên được đóng lại vào vị trí khuôn phía trước và mở ra do hiệu ứng cạo cơ sở. Sau đó, bảng AB được đóng lại. Trong quá trình đóng bảng AB
Khi vị trí chết phía trước đã được mở ra, các chân treo ở vị trí chết phía trước rất có thể bị phá vỡ bởi tác động.
Trình tự mở khuôn: Bảng AB được mở đầu tiên. Vị trí khuôn phía trước không được đóng, nhưng bảng AB được mở, khiến các ốc vít và cột sản phẩm bị phá vỡ.
(5) Các biện pháp đối phó
Hai chất kết dính lò xo được thêm vào đáy của tấm A và hai công tắc cơ sở, thanh kéo và bốn lò xo được thêm vào tấm AB để đảm bảo rằng hành động mở khuôn bắt đầu bằng tấm A
Đầu tiên, mở bảng AB. Khi đóng khuôn, đảm bảo rằng bảng AB được đóng đầu tiên, theo sau là bảng A và tấm kéo.
Bảng quy trình ép phun
| Máy ép phun: HT120T, vít loại B, tiêm tập 61g | Tên sản phẩm: 1433 vỏ phía trước | ||||
Nguyên liệu thô: ABS+PC HI-1001IM | Màu sắc: Xám | Nhiệt độ sấy: 120 ° C. | Phương pháp sấy: Máy sấy hút ẩm | Thời gian khô: 3 giờ | Sử dụng vật liệu tái chế: 0 |
Thành phẩm trọng lượng sản phẩm: 6,52g | Trọng lượng vòi phun: 4,76g | Đầu ra khuôn: 1 × 2 | Phương pháp tiêm cổng: Cổng nhỏ đến cổng lớn | ||
Nhiệt độ thùng | Nhiệt độ khuôn | Sử dụng máy móc | "Cài đặt | "Thật sự | ||||
| 1 | 2 | 3 | 4 | 5 | trước | Máy kiểm soát nhiệt độ dầu | 105 ° C. | 100° C. |
| 280 ° C. | 275° C. | 270° C. | 250° C. | / | ||||
| △ | △ | △ | △ | △ | sau đó | Máy kiểm soát nhiệt độ dầu | 105° C. | 100° C. |
| △ | △ | △ | △ | △ | ||||
| / | 80 | Giữ áp lực | Vị trí giữ áp lực | 75 | 90 | 100 | Áp lực tiêm | |
| / | Giữ thời gian áp lực | 15 | 22 | 28 | Vị trí áp lực tiêm | |||
Lượng keo dán còn lại | / | / | 10 | 52 | 75 | Vận tốc tiêm | ||
| 4.0 | / | / | / | 15 | 22 | 28 | Vận tốc của vị trí lửa |
| Thời gian trung gian | Thời gian tiêm | Thời gian làm mát | Toàn bộ thời gian | Áp lực trở lại | Tốc độ quay | Tốc độ rút lại | Vị trí số lượng vật chất | Vị trí rút lại |
| 1.0 | 1.0 | 10 | 24 | 5.0 | 10 75 85 | 10 | 32 | 1.0 |
Thời gian bảo vệ đóng khuôn | Giám sát thời gian cho ăn | Kẹp lực | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 0.7 | 10 | 105kN | 45 | 1 | 15 30 32 | / | / |

Khuôn đúc Ô Tô Công ty TNHH khuôn đúc jiefeng thái Châu (jfmoulds.com)
Weld marks/shrinkage marks on the mold
Hiện tượng: Trong quá trình sản xuất của bàn phân phối dao điện, các dấu hiệu mối hàn/dấu thu rõ rõ ràng xuất hiện ở vị trí xương giữa.
Analysis: Due to the two-point injection of the mold design, the exhaust at the end of the material flow fusion is not smooth, resulting in obvious weld marks and shrinkage.
Đặc điểm của máy ép phun
Grade: HT8OT, clamping force: 80t, plasticizing capacity: 130g
(2) Đặc điểm khuôn
Mold ejection number: 1x2, glue injection method: point gate, ejection method: Ejection by ejector pin, mold temperature: 85℃ (constant temperature machine)
(3) Đặc điểm sản phẩm
Material: ABS PA757 Color: White Product Weight (single piece) : 7.5g Sprue Weight: 8.5g
(4) Phân tích nguyên nhân của các khiếm khuyết
The mold design adopts two-point injection of glue, using a fast material flow speed for glue filling. Due to the influence of the product structure, at the end of the material flow
The exhaust at the fusion point of the middle bone position is not smooth, and the trapped air causes obvious fusion marks and shrinkage marks.
(5) Các biện pháp đối phó
1. Sử dụng tiêm nhiều giai đoạn với tốc độ chậm và nhiệt độ khuôn thấp để làm đầy tiêm.
2. In light of the glue flow condition of the product structure, three-stage injection should be adopted for adjustment. The mold temperature should not be too high, and a low injection speed should be used By allowing the material flow to move slowly and fill the glue, the position of the weld line is changed, thereby improving the obvious weld line and shrinkage mark defects of the product.
Bảng quy trình ép phun
| Máy ép phun: HT80T, Khả năng tiêm 130g | Tên sản phẩm: Bộ phân phối dao | ||||
Nguyên liệu thô: ABS PA757 | Màu sắc: Trắng | Nhiệt độ sấy: 85 ° C. | Phương pháp sấy: Máy sấy hút ẩm | Thời gian khô: 4 giờ | Sử dụng vật liệu tái chế: 0 |
Trọng lượng thành phẩm: 7,5g × 2 = 15g | Trọng lượng vòi phun: 8,5g | Đầu ra khuôn: 1 × 2 | Phương pháp tiêm cổng: Cổng điểm | ||
Nhiệt độ thùng | Nhiệt độ khuôn | Sử dụng máy móc | "Cài đặt | "Thật sự | ||||
| 1 | 2 | 3 | 4 | 5 | trước | Máy kiểm soát nhiệt độ dầu | 85° C. | 85°C |
| 230 ° C. | 220° C. | 205°C | 190° C. | / | ||||
| △ | △ | △ | △ | △ | sau đó | Máy kiểm soát nhiệt độ dầu | 85°C | 85°C |
| △ | △ | △ | △ | △ | ||||
| / | 45 | 50 | Giữ áp lực | Vị trí giữ áp lực | 85 | 110 | 95 | Áp lực tiêm | |
| / | 0.5 | 1.3 | Giữ thời gian áp lực | 11 | 14 | 19 | 28 | Vị trí áp lực tiêm | |
Lượng keo dán còn lại | / | / | 16 | 28 | 15 | Vận tốc tiêm | |||
| 7.5 | / | / | / |
Thời gian trung gian | Thời gian tiêm | Thời gian làm mát | Toàn bộ thời gian | Áp lực trở lại | Tốc độ quay | Tốc độ rút lại | Vị trí số lượng vật chất | Vị trí rút lại |
| 5 | 3.1 | 12 | 32 | 5 | 10 15 10 | 10 | 32 | 3 |
Thời gian bảo vệ đóng khuôn | Giám sát thời gian cho ăn | Kẹp lực | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 65 | 32 | 1 | 15 32 35 | / | / |
Khuôn đúc hàng hóa Công ty TNHH khuôn đúc jiefeng (jfmoulds.com)
Thông tin liên quan
Thiết lập các thông số áp lực và dòng chảy phun
2025-07-26
Cài đặt của các thông số áp lực và dòng chảy phun1. Cài đặt tiêm ...

Bề mặt của khuôn được nướng và in sáng và có các dấu dòng bề mặt
2025-08-02
Bề mặt của khuôn được nướng và in sáng và có điểm dòng chảy bề mặt ...

Các phương pháp cho sự phá vỡ dễ dàng của vị trí bên trong của khuôn và độ hư hỏng dễ dàng của cột vít trong quá trình mở khuôn
2025-08-07
Các phương pháp cho sự phá vỡ dễ dàng của vị trí bên trong của khuôn và dễ dàng ...
Thiết lập các thông số thời gian và nhiệt độ đúc phun
2025-07-27
Thiết lập nhiệt độ đúc phun và thông số thời gian1. Cài đặt của TE ...

Kẹp dây và các vết không khí gần các lỗ vít của khuôn
2025-08-02
Kẹp dây và các dấu hiệu không khí gần các lỗ vít của hiện tượng khuôn: Dây ...

Khuôn phun: "Tác giả vô hình" trong xưởng
2025-07-09
Khuôn phun: "công cụ tạo hình vô hình" trong workshopi. Ấn tượng đầu tiên...